
公法線長度測量在外齒輪上用得最多,內齒輪也可用,大齒輪測量因受量具限制很少用。公法線長度測量是通過計算被測齒輪的跨齒數,使用公法線千分尺進行測量讀數。
摘 要:在批量加工過程中,由于齒輪檢測過程復雜,檢測時間長,對已加工好的齒輪無法形成快速檢測,制約了產品的加工周期。針對直齒小模數齒輪的測量方式進行了步驟分析,發現最大的制約因素是量柱距測量過程不便捷。為了對批量直齒小模數齒輪形成快速、穩定的檢測,并減少檢測勞動強度,促進產品的快速生產,依據齒輪量柱距檢測原理,設計制作和應用了便于快速檢測直齒小模數齒輪的測量工具,形成了“嵌入式模塊化測量”。使用改進后的測具進行齒輪檢測,改變了檢測方式,穩定了檢測過程,從而使得檢測效率得到了有效提高。
關鍵詞:量柱距測量;測量方式;效率
小模數齒輪(模數lt;1的齒輪)是齒輪傳動裝置中應用較多的零部件。由于小模數齒輪體積較小,精度較高,因此在航空機械、電子產品、精密機械、儀器儀表和計時機構中得到了廣泛應用[1-2]。
在北方自動控制技術研究所承擔的許多重點型號項目及科研試制的傳動裝置中都采用了高精度、小模數齒輪傳動。這些小模數齒輪的設計尺寸精度和幾何公差都有著較高的要求。隨著近年來任務量的增加,在批量加工過程中,由于齒輪檢測比較復雜,對已加工好的齒輪無法形成快速檢測,制約了產品的加工周期。針對上述問題,本文應用小模數齒輪量柱距檢測的基本原理,通過設計制作測量工具,改變測量方式,從而實現了小模數齒輪的快速、有效的測量。
1、小模數齒輪的測量
在國際標準中,漸開線圓柱齒輪常用的測量方法有公法線長度測量、量柱距測量、分度圓弦齒厚測量和固定弦齒厚測量這4種方法[3]。后2種方法是測量單個齒,一般用于大型齒輪的測量,對于精度要求不太高的齒輪常用分度圓弦齒厚測量。
公法線長度測量在外齒輪上用得最多,內齒輪也可用,大齒輪測量因受量具限制很少用。公法線長度測量是通過計算被測齒輪的跨齒數,使用公法線千分尺進行測量讀數。公法線長度測量示意圖如圖1所示。
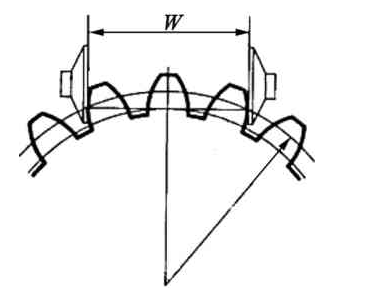
圖1 公法線長度測量示意圖
量柱距測量主要用于內齒輪和小模數齒輪的精密測量,該方法結合公法線長度測量,是目前直齒小模數齒輪的常用測量方法。量柱距測量(見圖2)是使用2根直徑為dp(通過被測齒輪計算得到的量柱直徑)的量柱,先將一根量柱和齒輪墊入到外徑千分尺之間,再把另一根量柱放置到與第1根量柱相對應的齒間,然后旋轉外徑千分尺微分筒,進行讀數。該方法操作復雜,容易造成讀數誤差,需多次測量進行比對。

圖2 量柱距測量
公法線長度測量的檢測過程簡單,測量方法易掌握,檢測時間短。量柱距測量在檢測過程中,由于千分尺與量柱接觸面小,齒輪在檢測時,量柱、千分尺、齒輪相對位置不穩定,使得操作過程復雜,檢測時間長,對檢測人員的檢測技術要求也較高。當檢測數量較多的齒輪時,檢測工作量大,檢測時間長,且檢驗員檢測勞動強度大,制約了齒輪的批量生產。
2 方法研究
2.1 技術原理
量柱距測量是通過計算得到量柱直徑dp和量柱距值M,然后根據圖樣給定的量柱距上極限偏差Ems和下極限偏差Emi,計算出M值的上差M+、下差M-。在測量后根據實際讀數與計算值進行對比,從而判斷產品是否合格。量柱距測量M值原理圖示意圖如圖3所示。

圖3 量柱距測量M值原理圖
2.2 簡易測量
測量步驟如下。
1)根據上述原理,制作2個圓環測具,2個圓環內孔尺寸分別為被檢測齒輪量柱距M值的上差M+、下差M-。
2)將內孔為M+的圓環放置在平板上,被測齒輪放置在圓環內,先將一根直徑為dp的量柱放在齒間,再將另一根直徑為dp的量柱插入與第1根量柱相對應的齒間。若量柱能插入對應齒間,則該齒輪M+值合格。量柱距M+上偏差測量示意圖如圖4所示。

圖4 量柱距M+上偏差測量示意圖
3)再將內孔為M-的圓環放置在平板上,被測齒輪放置在圓環內,將一根直徑為dp的量柱放在齒間,另一根直徑為dp的量柱插入與第1根量柱相對應的齒間。若第2根量柱不能插入對應齒間,則該齒輪M-值合格。量柱距M-下偏差測量示意圖如圖5所示。
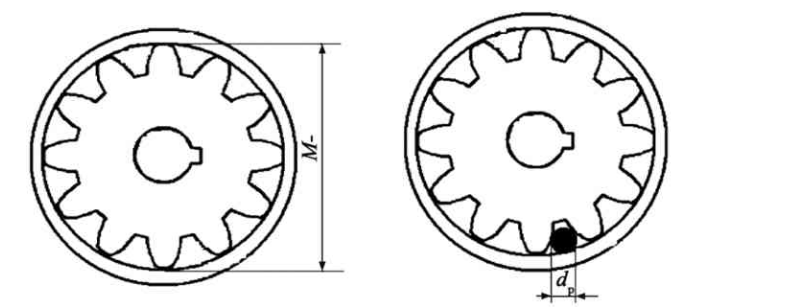
圖5 量柱距M-下偏差測量示意圖
當M+值和M-值同時合格時,確定零件合格。
2.3 測量器具的加工工藝及材料
圓環材料選擇45鋼,在粗加工前進行第1道熱處理退火;粗加工內、外圓后,進行第2道熱處理調質處理[4];然后進行半精加工,外圓及內孔留少量余量,進行第3道熱處理低溫時效處理;最后進行外圓、內孔的精加工[5]。經放置后,內孔尺寸未產生變化。
2.4 測量效果
用圓環測具來代替外徑千分尺,以滿足產品質量精度要求為標準,消除人為因素,形成“嵌入式模塊化測量”方式。簡易測具測量示意圖如圖6所示。

圖6 簡易測具測量示意圖
在現場數據檢測中,針對同一批次的30件齒輪分別使用外徑千分尺和圓環測具進行測量比較。結果表明,外徑千分尺測量時間為45~55 min,圓環測具測量時間約為8 min,大大縮短了測量時間,提高了測量效率,降低了檢驗員的勞動強度。
3 結語
簡易測量測具結構簡單,便于操作;測量過程穩定,工件與測量器具位置不會發生不穩定變化,測量結果可靠;測量結果直觀,可以直接得出產品合格與否的結論;測量時間短,適用于批量齒輪測量。與動輒上百萬的三坐標測量儀或專門的齒輪檢測儀相比,該測具成本低,資源利用率高,檢測過程簡潔,適用性強,具有較高的推廣應用價值。
晨曦齒輪是國內最具規模的n20減速電機、精密斜齒輪、小模數齒輪生產廠家及著名品牌之一。

傳真:+86-0769-89333384
郵箱:sales@chenxigear.com

傳真:+86-0769-89333384
郵箱:sales@chenxigear.com
Tel:0769-89333380/89333381/89333382/89333383
Fax:0769-89333383 E-mail:sales@chenxigear.com